 当前位置:
当前位置: 光威复材:公司近期置办热压罐是Φ45m×25m现在没有到位
光威复材:公司近期置办热压罐是Φ45m×25m现在没有到位联系人:陈经理:13395365635
联系人:张经理:13905360936
电 话:0536-6217224
24小时咨询热线
米乐m6国际
 咨询电话:13395365635
咨询电话:13395365635
时间: 2024-03-15 15:43:05 | 作者: 复材制品生产
目前,先进树脂基复合材料制造大量采用整体成形的共固化及共胶接技术,大幅度减少了飞机机械连接件的数量,但由于当前共固化及共胶接技术水平的限制,以及复合材料不可避免地与金属连接或开孔等,从使用、安装和维护的需要出发,在复合材料结构上仍存在着大量的加工连接问题。与金属结构相比,复合材料连接部位是结构的薄弱环节。据统计,复合材料有70%以上的破坏都是发生在连接部位,因此,解决复合材料结构加工连接问题,对减轻结构重量、改善飞行器性能、促进复合材料的应用具备极其重大的意义。
先进树脂基复合材料虽具有一般复合材料不具备的优点,但它也存在一定的弱点,如比较脆(断裂伸长率仅为1%~ 3%)、层间强度低、抗冲击能力差,复合材料在加工连接时一定要解决安装损伤、容易被拉脱、安装载荷的不一致性、孔周应力高度集中等问题,复合材料的装配还应该要考虑腐蚀等问题,先进飞机复合材料结构中大量采用了电磁兼容、隐身等结构,这些结构对加工连接以及装配中的制孔质量、所用紧固件、连接装配方法提出更高的要求。因此,复合材料加工连接的好坏,将直接影响复合材料结构设计的思想、制造质量、生产效率,甚至限制复合材料的应用水平。
经过20多年的发展,我国先进复合材料已经在连接、制孔、紧固件、装配工艺等方面取得较大的进展;随着飞机用复合材料量的增多,加工连接的工作有较大增长。另外,要满足飞机日渐增长的新材料、新结构、新功能的要求,因此,复合材料的技术应用水平的提高,要求连接技术应有较大的发展,才能跟上复合材料的发展速度。
树脂基复合材料包含三个层次的连接:微观力学层次的纤维和基体的连接、宏观层次的层与层之间的粘接及结构层次的复合材料零件的连接。
树脂基复合材料可以划分为两大基本类型:热塑性基体复合材料和热固性基体复合材料。对于热固性基体复合材料,固化后聚合物的长链之间通过主化学键相互交联。因此,热固性树脂基复合材料不能加热软化或熔化,也就不能焊接。所以热固性复合材料只可以通过机械连接或胶接。
对于热塑性材料,聚合物的长链主要由次化学键相互连接。加热时,这些键会断裂,链与链之间可以相对移动。因此,热塑性复合材料可以加热软化或熔化,也可以焊接。热塑性复合材料也能够最终靠机械连接或胶接。
热塑性复合材料能更加进一步分为两类:非晶态或半结晶态。非晶态热塑性材料的链是随机排列的;半晶态热塑性材料在某些区间内链是随机排列的,而在另外的区间内链的排列是有序的。对于非晶态聚合物,软化的临界温度是玻璃化转变温度;对于半晶态高聚物,临界温度是玻璃化转变温度和熔化温度。
聚合物基复合材料的连接方法最重要的包含三类:机械连接、胶接和混合连接(机械紧固和胶接)。其中混合连接法除了用于增强弱胶接区域或者是消除从胶接端部引发的I型剥离外很少使用。因此,下面的讨论大多分布在在前面的两种连接方法。胶接连接可以划分为普通胶接和焊接,普通胶接的胶层形成一个独立的相,而焊接是以基体聚合物材料(典型的是热塑性的塑料)形成连接界面。
特定连接技术的选择取决于应用需求, 例如载荷强弱,几何形态、操作环境、可靠性权重以及所选用的聚合物基体体系的成本。作为一般规律,机械连接大多数都用在高载荷、高可靠性、关键连接。胶接和焊接用于第一先考虑重量和成本的中等载荷的连接场合。对相似的几何形状和加载构型,胶接连接具有更加好的刚性。
机械连接有如下优点:无需表面处理;不受热循环及高湿度环境的负面影响;易检可测。
机械连接包括钻孔,适当的装配工艺,以及通常较严格的公差。这些会提高复合材料加工的成本。除此之外,由于引入了孔,造成相应的应力集中,进而强度受到限制,增加金属紧固件还会增加零件数量和重量。
随着复合材料结构的复杂化、大型化以及要求加工精度的提高,在复合材料制孔上发展了大量的机器人制孔、数控钻床制孔、数控加工中心制孔等来保证先进复合材料制孔要求。
在复合材料构件的连接中,机械连接占据着重要的地位,因此,在复合材料构件装配时,需加工出成千上万个紧固件孔,紧固件孔不仅数量多,质量发展要求也高,而且难度大,是复合材料加工中最难的加工工序之一。
由于复合材料层合板的主要特征之一是层间剪切强度低,这就使得钻孔中的轴向力易产生层间分层和出口端的分层,如不加以防范,会导致昂贵的复合材料的报废。据国外统计,飞机复合材料装配中,制孔缺陷造成的报废要占所有报废零件的60%以上。复合材料制孔的另外一个主体问题是碳纤维复合材料的硬度高(62 ~ 65HRC),相当于高速钢的硬度, 因此,对刀具的磨损很严重,刀具耐用度很低。如高速钢钻头钻削碳纤维复合材料时,每刃磨一次仅能钻削3~5个孔,因此,没有办法进行工业化生产。在复合材料制孔加工中还有一个一定要注意的问题:纤维粉尘的污染会危害人体的健康,而且它的导电性会使电器设备和电网短路,所以施工中一定要采取安全措施。树脂基复合材料的制孔工艺最重要的包含:硬质合金制刀具的选择、钻头几何参数的选择、钻削工艺参数的选择、铰孔工艺、防止分层的工艺措施等方面。
在复合材料(或任何材料)中引入开孔会导致孔边的应力集中,因此,需要在部件钻孔的机械连接会导致应力集中。对于各向同性弹性材料,无限大板在拉伸载荷作用下孔周围的应力分布由Timoshenko和Goodier给出。
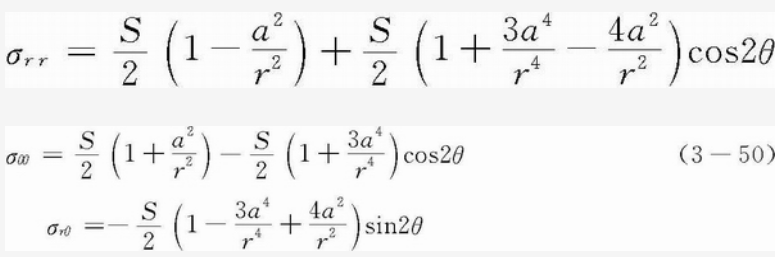
从方程(3- 50)能够准确的看出 ,环向应力δθθ最大,最大值发生在与加载方向相同的孔边位置(θ=490) ;在最大值点处的应力集中(系数)等于3。与此相似,对于无限大正交各向异性板受拉载荷时,最大应力也是θ=±90°时的环向应力, Lekhnitski给出了无限正交各向异性板受拉时环向应力。

方程(3—51)表明纤维正轴方 向的应力集中系数远比各向同性高(对于玻纤/环氧为4,硼/环氧为6,碳环氧约为9)。Greszczuk曾给 出了各向同性及各向异性材料的孔边环向应力。
正交各向异性材料的应力比各向同性材料应力大而且更为复杂。对于各向同性材料,可以用应力集中系数加上屈服或破坏准则(最大应力准则)来估计带孔板的承载能力。复合材料具有多种失效机理,需要采用与之相对应的一系列失效预测。
层合板失效更复杂,这里采用经典层合板理论估算每层的应力,采用复合的应力判据来预测每层内的失效。实际上,层板中孔的影响由于边缘效应而变得更复杂。孔的边缘存在着层板面内方向加载弓起的层间剪应力区。
在带孔层板的精确解中,层间应力和边缘效应都应该包括在失效点计算中。这种复杂性会提高分析和试验验证的成本,从而也就增加了产 品的成本。然而,近年来实践基础持续不断的增加 ,许多有 用的指南可供借鉴。在复合材料钻孔过程中,应最大限度地减小层板和纤维的损伤。紧固件的插入尤其对厚复合材料很重要,紧固件插偏某一角度或强制插入会导致层板过早发生挤压破坏,单搭接连接和双搭接连接都会由于紧固件弯曲而发生类似的失效。在锁紧紧固件时,一致认为预紧力是有益的,预紧力能够更好的降低铺层顺序的影响以及自由边的影响并使载荷分布更均匀。
在机械连接设计中,一 般应将复合材料考虑为脆性材料,因此紧固孔边周围的应力集中不会导致塑性变形而减小,但局部基体损伤和分层对应力集中有所缓解。孔的尺寸设计是很重要的,如果采用多于一个紧固件方式,孔的对齐也很重要,否则钉之间的载荷不能均匀分布,因此导致提前破坏。这种问题对热塑性材料会有某些特定的程度上的减缓,这主要是由于热塑性材料能承受更大的塑性变形。在设计过程中,连接件所处环境,也是设计需要仔细考虑的一个方面。层合板和紧固件的热性能失配可能会引起破坏或使紧固件变松。与此相同,层合板因吸湿(或吸收其他溶剂)引起的湿胀也会引起紧固件变松。树脂基复合材料紧固件及制造I艺。复合材料紧固件是解决重量、强度、腐蚀、雷击等的理想方法,这种紧固件仅适用于轻型受力构件,对于重载结构件仍需金属紧固件。复合材料的紧固件研究的范围有安装和制造问题。复合材料紧固件需要纤维和树脂具有适当的匹配性,使得紧固件的头部可承受足够的拉应力,钉杆部分应有充足的剪切强度。
用于复合材料结构.上的紧固件一定要解决四大问题:电位腐蚀、容易被“卡死”、安装、损伤和拉脱强度低。在所有的材料中,只有不锈钢与复合材料之间的电位差最小,但其比强度最低,在其余的材料中,只有钛合金既有高比强度又有低电位差。因此,钛合金成为复合材料结构件结构连接的最佳选择材料。
树脂基复合材料的紧固件最重要的包含:双金属铆钉、半空心钛铆钉、高锁螺栓、螺栓、100°沉头拉铆型钛环槽钉、大底脚螺纹抽钉、铆钉、复合材料螺栓和干涉配合钛合金环槽钉等几大类。表3—10列出了复合材料特种紧固件的特点。
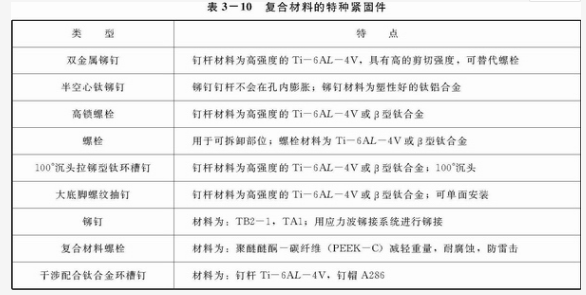
复合材料紧固件具有以下优点:闪电雷击时能够尽可能的防止油箱产生弧光;减轻重量;减少不一样的材料间的腐蚀;减少雷达图像。
适合于复合材料的专用紧固件在安装中一定要满足一些特别的条件。只有这样,机械连接在复合材料中应用才有可能。
复合材料的机械连接设计可大致分为四部分:连接几何、紧固件布置、应力分析以及失效分析。
(1)连接几何:复合材料典型的螺栓连接有单搭接和双搭接剪切连接。单搭接连接在受到拉伸载荷作用下会发生弯曲。这是因为加载面与连接的对称面不共面,而产生了弯矩。虽说连接的几何形态取决于零件的功能和几何形状,采用双搭接连接可以减缓弯矩与变形。
(2)紧固件布置:紧固件的布置对于连接件的载荷传递至关重要。紧固件之间距离太近会因每个连接件孔边的应力集中而导致提前破坏。紧固件间距离太远则需要很大的连接区,会使连接的效率大幅度的降低。一般来说,紧固件孔与边缘之距应保持2~4倍孔直径,相邻紧固件位置之间应保持3~4倍孔直径。这些准则在实际中都应遵守,数值分析可拿来优化确定紧固件之间距。
(3)应力分析:机械紧固连接件周围的应力分布十分复杂。存在着紧固件的预紧力、铺层顺序以及自由边效应等二维影响,然而这些影响常常被忽略。Wong和Matthews认为如果 层板在横向加上锁紧约束,铺层顺序就无所谓了。Chang等人认为即使铺层顺序很重要,它的影响仅在10% ~ 20% ,这在日常分析的误差范围内。二维有限元分析与试验结果比较显示出很好的一致性,由于=维有限元方法简单实用而成为吸引人的辅助设计工具。目前三维有限元方法复杂、昂贵、耗时,而且并不总是得到更精确的结果。
多数情况下,螺栓连接分析经常简化成有销钉加载孔的层合板模型,并忽略摩擦影响,紧固件对复 合材料的载荷用一个余弦分布载荷来近似表示,多数模型假设仅有一个紧固件,而且材料为线性弹性层板。Chang等人把这些早期分析模型扩展为含有多钉加载孔的和非线性弹性层合板的连接形式。
(4)失效分析:失效分析用来预测失效载荷及失效模式。机械紧固连接的主要失效模式有四种:挤压、拉伸、剪脱和劈裂。当复合材料受压缩而失效且螺栓孔发生拉长变形时,就发生挤压失效。拉伸破坏则由于截面减小和应力集中的影响,孔周围的材料不能承受拉伸载荷。剪脱和劈裂破坏是由层板的剪切和横向拉伸破坏引起的。紧固件的剪切破坏也是可能的,通常看到的会是混合失效模式。将失效判据用于层合板,可确定失效载荷。正如前面所述,只采用最大应变/最大应力失效准则不很充分,需要采用复合的应力失效判据。已有多个复合失效判据,包括Tsai-Hill , Tsai-Wu ,Hoffman,Yamada等。Wilson和Tsujimoto对 -些判据用于螺栓连接进行了评估。利用这些判据,当复合在某些层中某些点的复合应力超过给定值时则发生失效。Chang对孔周围一条近似选定曲线等采用Yamada判据失效,通过确定用失效点与加载主轴夹角(明)来表示的失效位置,能确定失效模式,选取:
混合模式则可能具有介于两种范围中间的失效角度。利用这种方法,他们成功地预测了各种层合板的失效载荷和失效模式。
(5)设计:设计过程包括四个循环步骤:选择连接几何形态和紧固件分布位置,接着进行应力分析和失效分析。如果连接满足设计的基本要求,设计过程结束。否则,修改连接几何形态或紧固件分布,接着进行新的几何形状设计和应力及失效分析,重复上面过程直至满足设计要求。
复合材料机械连接I艺最重要的包含:螺接工艺技术要求、铆接工艺、碾压铆接工艺、电磁铆接工艺、连接防腐和湿装配等。

扫一扫 关注我们