 当前位置:
当前位置: 光威复材:公司近期置办热压罐是Φ45m×25m现在没有到位
光威复材:公司近期置办热压罐是Φ45m×25m现在没有到位联系人:陈经理:13395365635
联系人:张经理:13905360936
电 话:0536-6217224
24小时咨询热线
米乐m6国际
 咨询电话:13395365635
咨询电话:13395365635
时间: 2024-08-08 05:34:34 | 作者: 热压罐设备
2024年4月25日,在第四届车身大会上,镇江澳盛轻量化汽车科技有限公司研发经理张世伟表示,碳纤维的应用现状主要聚焦于内外饰和结构件领域。内外饰方面发展成熟,尤其在借鉴国外经验的基础上,国内应用迅速增长,其显著优点是轻量化,且能满足复杂造型需求,体现产品的高端化。后装和改装市场已相当成熟,前装市场也在近年国内蒸蒸日上,市场规模初步估算已达数十亿。
在结构件领域,碳纤维因其出色的轻量化效果、高强度和安全性而非常关注。尽管结构件的开发工艺已能实现大规模生产,满足量产车需求,但其在市场上的应用仍相对较少,尤其在后装和改装市场,因涉及车身整体设计,应用更为有限。

镇江澳盛成立于2021年,是江苏澳盛的全资子公司。我们的核心工作是进行碳纤维复合材料零部件的研发、制造和销售,核心制造工艺包括热压罐工艺、PCM工艺、SMC、RTM、拉挤拉缠、热塑性模压等。
当前碳纤维应用主要聚焦于内外饰和结构件两大领域。在内外饰方面,其发展已相对成熟,国内在这一领域的应用也呈现出迅速增加的态势。碳纤维的主要优点是实现轻量化,同时能满足复杂的造型设计需求。
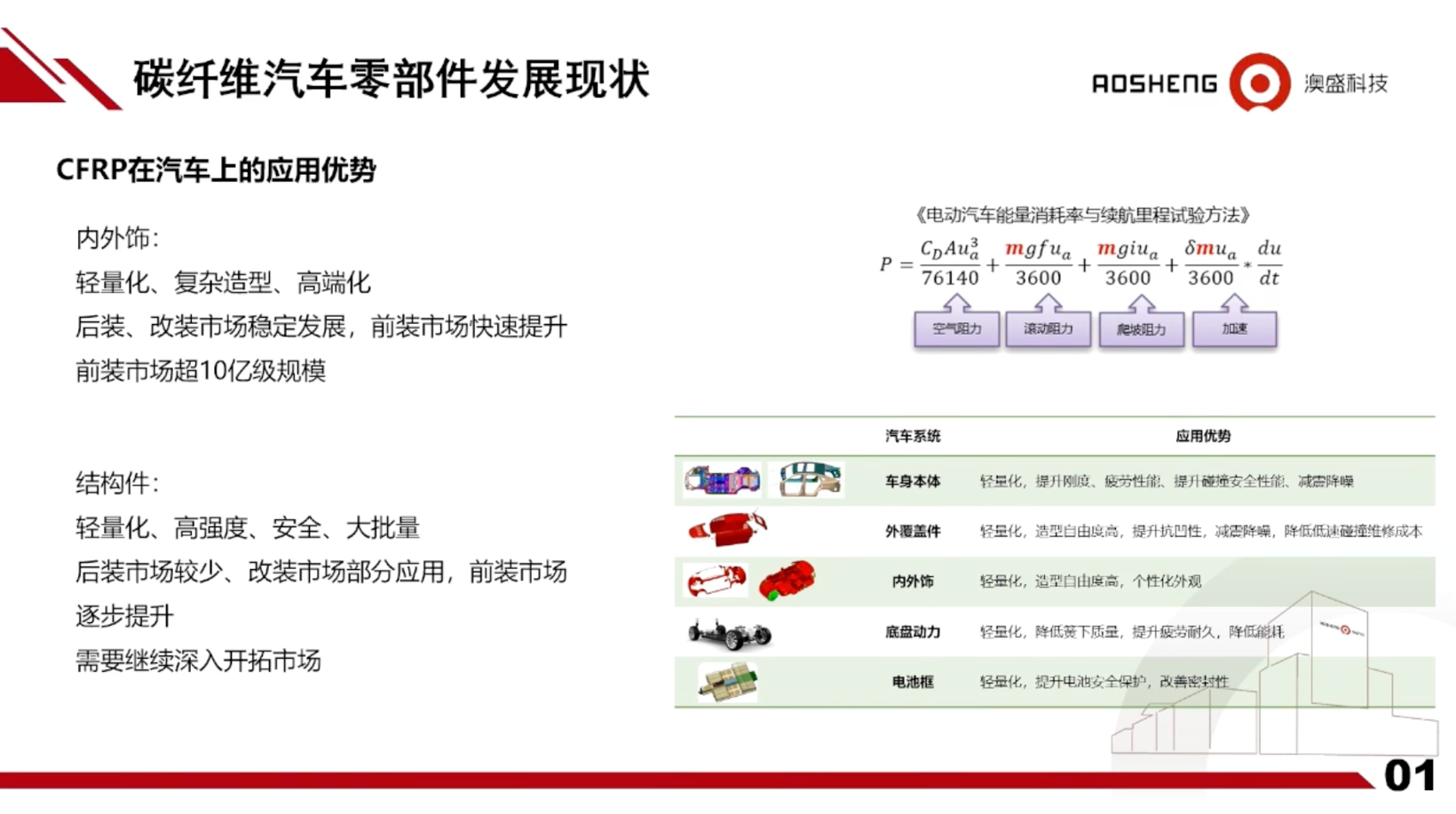
结构件方面,碳纤维因其出色的轻量化效果、高强度和优越的安全性而非常关注。随着生产的基本工艺的一直在改进,结构件已可以在一定程度上完成大批量生产,满足量产车的需求。然而,目前结构件在碳纤维领域的应用仍然相对较少。
当前,前装市场正在稳步提升,我们也在该领域加大了投入力度。最新发布的极氪007和极氪001FR均采用了我们的碳纤维零部件。极氪007的尾翼首次采用了锻造纹理设计,极氪001FR的尾翼则采用了斜纹设计。这两款尾翼均采用了闭合的空腔结构,并通过袋压工艺实现了空腔结构一体成型。这种工艺无需多个部件组装,由于其没有接缝,不仅提升了美观度,还增强了整体性能。同时,我们的壁厚可以设计为1mm甚至更薄,以此来实现极致的轻量化效果。
第二种类型的尾翼,我们叫做小尾翼。我们为智界S7供应的正是这种类似于装饰件的小尾翼。这款尾翼采用了发泡混合结构,其中外板由碳纤维制成,内部安装结构则运用了发泡工艺,其特点在于采用发泡填充技术。这是我们研发的第二代尾翼产品,相较于第一代尾翼的内外板结构件粘接,减少了生产工序,能够减少相关成本,生产一致性和产品尺寸更好。
保险杠的研发上,我们为路特斯和极氪开发的后保险杠在工艺上颇为相似,采用热压罐+注塑工艺,以确定保证产品的坚固与耐用。在设计时,我们特别注重产品的美观性,通过软件分析确定分块,以达到最佳视觉效果。
在内外饰的开发过程中,材料匹配关重要,我们针对内外饰研发了几款材料。碳纤维的应用实现了减重50-60%甚至更高的效果,这在当前材料领域是罕见的,可以在一定程度上完成大面积的有效减重。此外,我们采用了单向纤维和植物纤维两种结构相结合的方式制造零部件。我们还采用了环氧树脂或不饱和树脂作为基础材料,其具有非常出色的耐腐的能力和能量吸收性能。
纹理方面,我们目前主要是采用三款设计。第一款是2*2斜纹,表层使用3K斜纹碳布材料,通过涂装实现表面高光,哑光效果,表面碳纤维纹理保留较好,美感度佳。第二款是金丝混编纹理,通过3K碳布与金色芳纶纤维混合编织,表面碳纤维纹理更富有立体感。第三款是锻造纤维纹理,表层使用CF-SMC材料,通过涂装实现表面高光,哑光效果,表面具有独特锻造纹纹理效果。
目前内外饰主要制造工艺有热压罐、PCM和袋压三种。热压罐工艺的压力均匀,外观纹理质量好,温控均一性较好,产品孔隙率低,性能好,且模具成本相比来说较低,产品造型限制低。PCM工艺的设备能耗低,运行成本低,升降温时间短,自动化程度高,制造效率较高。袋压工艺压力均匀,外观品质好,使用压机加热固化,设备能耗低,升降温时间短,制造效率相对高。
近年来,我们也在不断来优化,摸索出了一些新的工艺。如混合模压,外观与功能集成化,整体结构具有更好轻量化效果和更高的强度,一步成型取代了多步骤成型,能够减少相关成本。但该工艺的难度较大,需要很多设计和不断迭代,且需要匹配专用的树脂材料。二是发泡混合,三明治结构具有极高的比强度,轻量化效果佳,能够减少碳纤维用量,减少相关成本。三是热塑模压,成型节拍快,模压孔隙率低,易回收,成本较低。
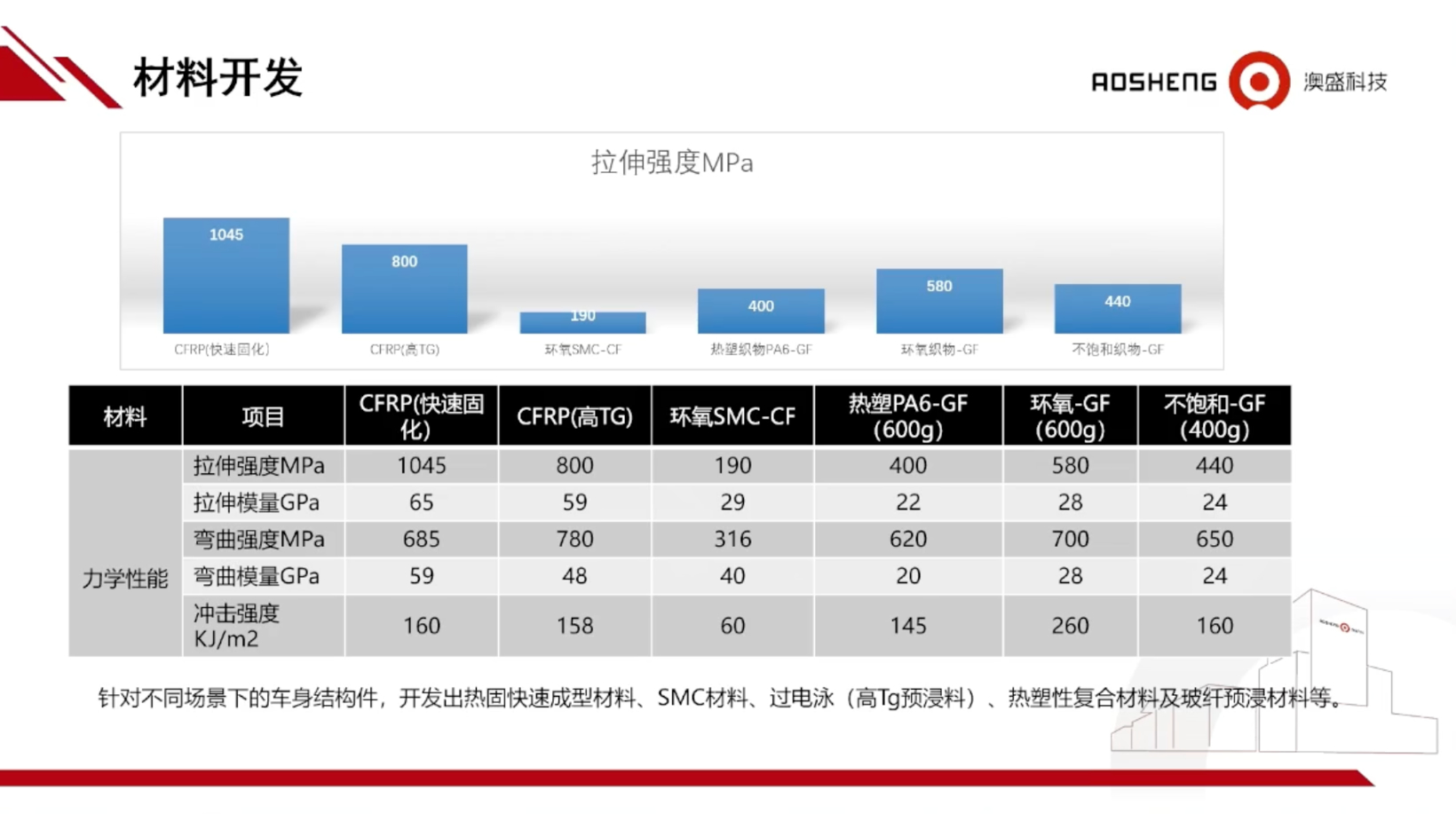
针对不同场景下的车身结构件,我们开发了热固快速成型材料、SMC材料、过电泳材料、热塑性复合材料及玻纤预浸材料等。碳纤维的快速固化材料采取使用了T700级别,拉伸强度高达1000多mPa。为满足部分结构件在整车电泳过程中的需求,我们开发了一种高TG材料,增强了其耐温性。为逐步降低成本,我们也在积极开发玻璃纤维复合材料,包括热塑性的尼龙加玻纤、不饱和树脂加玻纤等。
在结构件领域,我们积极推广多种先进工艺,其中缠绕工艺较为突出。我们成立了专注于氢能源的公司,并计划于年底实现设备的量产,大多数都用在氢气瓶的制造。
此外,我们还深入研究了拉缠工艺,该工艺在风电领域已得到普遍应用,现正逐步推广至汽车制造中。我们在拉挤工艺的基础上,融入缠绕技术,以确保在维持材料轴向性能的同时,增强其径向性能。这种综合工艺使我们也可以制造汽车的结构件,如横梁、承重部件以及电池盒等。
注塑模压技术目前在国内尚处于推广初期,但在国际市场上已有大范围的应用。我们主要是采用玻纤与尼龙结合的材料方案,注塑部分采用尼龙加60%的玻纤,具有非常出色的功能集成性和轻量化效果。其成型工艺简便,自动化程度高,但表面效果有待提升,更适用于功能结构件的制造,如转换器支架、刹车踏板等。模压注塑技术的难点在于大丝束碳纤维较难浸润,导致我们只可以使用小丝束碳纤维,成本较高。
混合模压方面,多材料混合模压的功能兼容性较好,我们在轮毂插片上就采用了“连续纤维+短纤维+钣金+预埋”的结构,设计要点包括预埋件的收缩痕控制以及预埋结构材料流动性问题。
我们坚信,优秀的产品源于卓越的设计。因此,我们期望与客户进行更深入的交流与合作,共同参与到产品的设计过程中。
(以上内容来自镇江澳盛轻量化汽车科技有限公司研发经理张世伟于2024年4月25日-26日在第四届车身大会发表的《碳纤维复合材料汽车零部件轻量化设计方向探讨》主题演讲。)

扫一扫 关注我们